




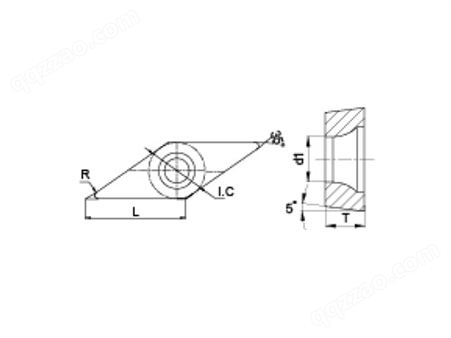
SN刀片正方形90°/负角/有孔为车削刀片,车削刀片的形状选择:
应针对刀具所需的主偏角可达性选择刀片形状。应采用尽可能大的刀尖角以刀片强度和性。但是这需要与所需采用的切削变化保持均衡。
大刀尖角,但需要较高的机床功率并易于产生振动。小刀尖角刚性差,但切削刃吃刀较小,这使得切削刃对热量的影响敏感。
车削加工的数控刀片形状选择
刻度1指示切削刃强度。越往左侧刀尖角越大,强度越高往右侧刀片的多样性和可达性越好。
刻度2指示往左侧振动趋势增加,往右侧所需的功率减少。
1.影响刀片形状选择的因素
常使用80º刀尖角(C型刀片)的菱形刀片,因为它是所有刀片形状的一个好的折中,并可适用于大多数工序。
2.刀片形状-切削刃数
车削加工的刀片形状选择
切削刃数由切削与刀片尺寸的关系而定。刀片上切削刃数随刀片和刀尖角的选择而变。负前角基本形状刀片的切削刃数通常是正前角刀片的两倍。在重载粗加工中,建议使用单面负前角基本形状刀片,以获得较大稳定性,而对于其它粗加工工序,建议使用双面刀片,因为其切削刃数是单面刀片的两倍。
切削刃数较多的刀片是圆刀片。
3.刀片形状-切削
车削加工的刀片形状选择
较大值用于粗加工槽形进行连在稳定连续切削的情况下在短时间内可以使用较大的切削,整个切削刃长度。
车削加工的刀片形状选择
按照各种刀片不同槽形断屑范围所使用的切削建议值。







所有评论仅代表网友意见,与本站立场无关。