




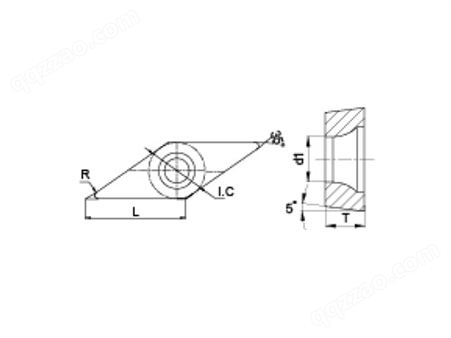
TP刀片三角形60°/正角/有孔的边数选择
边数多的可转位刀片,刀尖角大、耐冲击性好,可以利用的切削刃数目多,因此刀具寿命长。但是,这种刀片一般来说,切削刃较短,工艺适应性较差;切削时背向力较大,容易引起振动。如果单从刀片形状考虑,在机床刚度、功率允许的条件下,大余量、粗加工及其工件刚度较高时,应优先考虑刀尖角大的刀片。反之,使用刀尖角小的刀片。另外,刀片形状的选择,又往往取决于被加工零件的轮廓。
TP刀片三角形60°/正角/有孔的精度、厚度选择
标准GB/T2076-1987对于可转位刀片的精度,规定了A、F、C、H、E、G、J、K、L、M、N、U等等级。目前,已经生产使用的是A、C、G、K、M、U等产品。在车削中经常选用G、M、U级,其中G级精度高,M级次之,U级低。显然,在车削时,不能选用低精度的刀片,否则肯定会影响到加工的精度、质量。因此,刀片精度的选择应该适应加工精度的要求,选用时可按以下原则:
1.精加工时,一律选用G级刀片;非黑色金属材料的精加工、半精加工也应选用G级刀片;淬硬钢的精加工也选用G级刀片。
2.精加工、半精加工、粗加工、重切削加工时,除上述两种特例,都选用M级刀片。
3.粗加工、重切削加工也可以选用U级刀片。
4.在自动生产线上使用的可转位刀片要高于一般切削加工的精度等级。
5.在有对刀仪对刀或有自动对刀装置的条件下,对刀片精度的选择可以稍微放宽一些。
对于刀片厚度的选择,我们不难想象:刀片厚度越大,其所能承受的切削负荷也越大。假如:切削时如果切削力大,刀片厚度又比较小的情况下,刀片就容易破裂。因此,刀片厚度一般根据我们所选用的切削用量来灵活选择。
可转位刀片的法后角选择
标准GB/T2076-1987规定可转位刀片的法后角有9种。精车时,如果选用较小的法后角,则不能加工表面的粗糙度要求;粗车时如果选用法后角过大,则可能削弱刀片的强度,因此都不合适。目前,常用的是0ºN型(主要用于粗加工及半精加工)、7ºC型和11ºP型(主要用于半精加工、精加工)三种法后角的刀片。







所有评论仅代表网友意见,与本站立场无关。