




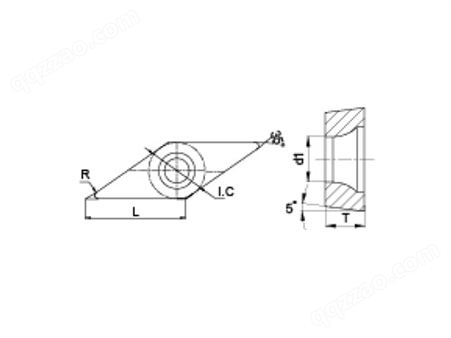
用CC刀片菱形80°/正角/有孔加工时,影响可转位精度的因素有许多,包括直接与刀片有关和与刀片无关的因素。
一、刀杆的磨损或损坏
刀杆的问题很容易使刀片失去精度。假如数控刀片槽因磨损而变大或产生任何形式的变形,则转位后的刀片位置会有较大的差别。
二、刀杆的式样
不同的刀杆其主偏角也不同,这也能影响转位精度。
三、刀槽角
刀杆上的刀片槽也有其公差范围。三角形刀片的刀槽角通常为60°-1°,而正方形刀片则为90°-1°,这个公差范围已被证明对于限制刀片的走动是恰当的。从对转位精度的影响来看,刀槽角小一度比大一度要好。
四、热膨胀
钢质刀杆和硬质含金刀片均会受热膨胀,典型牌号的平直碳化钨其线膨胀系数为2.66×10-6in/in°F(注:1°F=0.556K)。不使用冷却液时,通常的工作温度达750°F。在室温下,所选三角刀片的高度为0.19in。
五、刚性
机床刚性好坏是一个难以评估,难以预计的因素。刀片、刀杆、刀架、工件和机床都有“让位"现象,从而使整个系统成为弹性体。
要不是因为刀具有磨损现象,一般不要考虑这种弹位变形。但是随着刀具的磨损、切削力就会增加,假如工件是细长袖,增大的切削力会使工件产生偏斜,从而使其直径变大。根据系统的刚性和公差要求,这一因素造成的后果可能重要,也可能不重要。然而,这是一个不受刀片精度影响的因素。
六、脏物和切屑
影响转让精度重要的因素可能与刀杆或刀片的质量都没什么关系。在加工时,赃物和切屑总是存在的,转位时它们会送到刀片下面。它们所造成的麻烦与清理刀片槽的难易程度成正比,与机床操作者的注意程度成反比。
七、刀片误差
刀片要按公差制造,所选公差须具经济可行性。若要使公差减小,成本会增加很多。制造厂家通常在成本不致过高的基础上尽可能地用较严的公差。三角形刀片的尺寸和公差根据内切圆直径来分类,正方刀片则按对边之间的尺寸和公差来分类,这是几种测量方式中具可操作性的。按内切圆公差来分类并不表示它可反映对片的可转位精度,因为其他的刀片尺寸公差在终精度里也起着重要作用。
八、内切圆误差
理想的三角刀片是一个顶点为圆弧形的等边三角形。然而内切圆的尺寸并不能表明此三角形是否等边,因为一个圆能和任意三角形内切。







所有评论仅代表网友意见,与本站立场无关。