
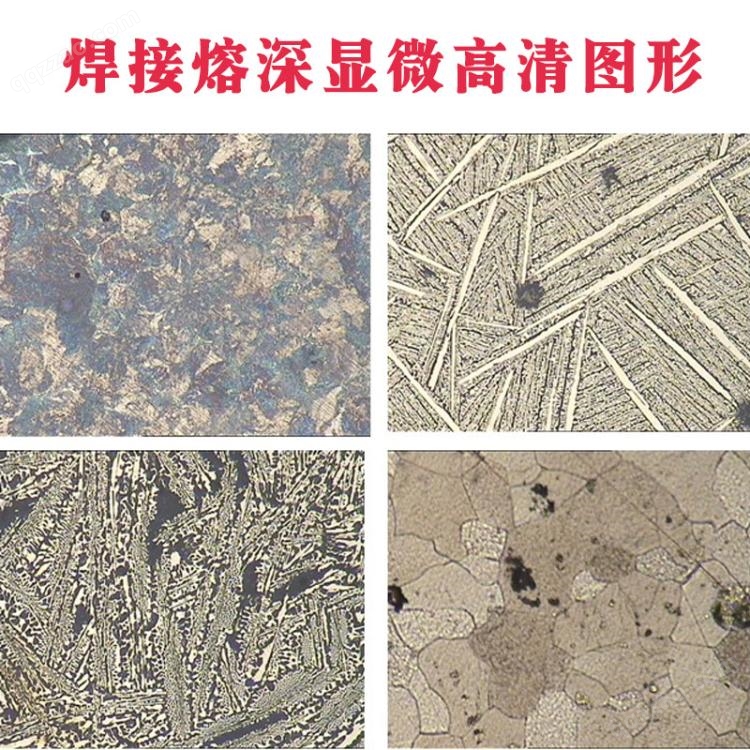








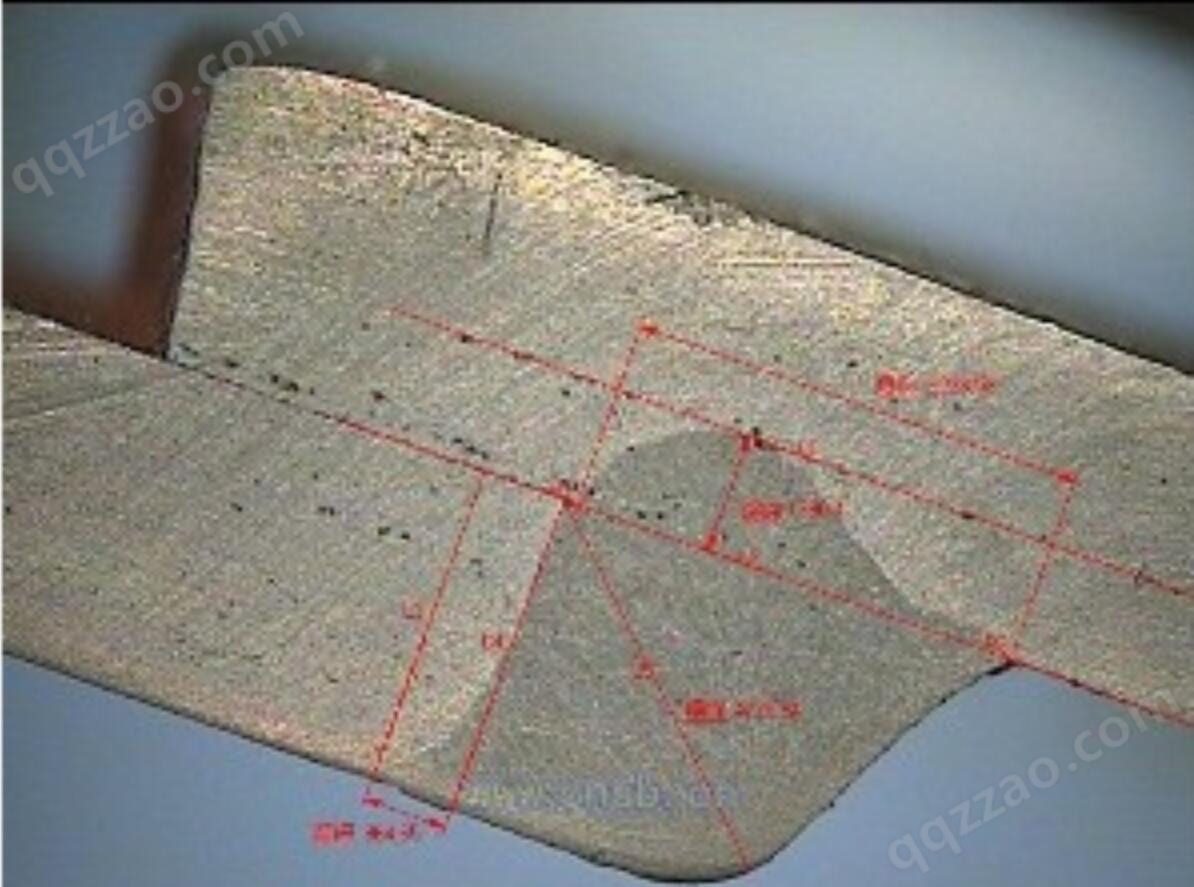
焊接作为材料加工的一种重要手段在工业生产中得到广泛应用,熔深显微镜随着焊接工艺的不断发展和焊接技术的提高,熔深分析系统各个行业对焊接质量的要求也越来越高。产业升级迫在眉睫,焊接熔深分析仪而焊接质量的检测对机械制造行业的产业升级至关重要,针对这种情况,上海光学仪器厂开发了针对行业标准测量焊接熔深的显微镜(HB5282-1984结构钢和不锈钢电阻点焊和缝焊质量检验,HB5276-1984熔深检测显微镜铝合金电阻点焊和缝焊质量检验)焊接质量检测的系统,焊接熔深显微镜该系统配备样品焊点切割,预磨,抛光,化学处理单元,熔深显微镜系统(ZOOM-660E)及平面影像测量系统(CF-2000C)。该系统可以对焊接产品的对接,交接,搭接和T型焊接部分的熔深情况进行成像,编辑,测量,数据导出,及报告打印等。特别是:汽车工装夹具模具、汽车检具、熔焊检测仪汽车座椅部件、汽车安全带、汽车零部件焊接熔深检测汽车滤清器,等各种焊接器件,下面是上海光学仪器厂的产品实际切割,焊接熔深测量显微镜拍摄及测量结果,此套系统相比同类产品具有成像清晰,电脑型焊缝熔深测量显微镜对比度高,精度高的特点。能实现的真彩观察和照相效果.
焊接检验焊缝熔深显微镜内容包括从图纸设计到产品制出整个生产过程中所使用的材料、工具、测量焊缝熔深显微镜设备、工艺过程和成品质量的检验,缝焊熔深测量显微镜分为三个阶段:焊前检验、焊接过程中的检验、焊后成品的检验。压力容器焊接熔深检测检验方法根据对产品是否造成损伤可分为破坏性检验和无损探伤钢制锅炉管道焊接熔深检测-两类。
1)焊前检验熔深熔宽分析仪
焊前检验包括原材料(如母材、焊条、焊剂等)的检验溶深显微镜、焊接结构设计的检查等。
2)焊接过程中的检验熔深熔宽熔池
包括焊接工艺规范的检验、焊缝尺寸的检查、夹具情况和结构装配质量的检查等。
3)焊后成品的检验电脑型溶深测量显微镜-
焊后成品检验的方法很多,常用的有以下几种:
4.外观检验焊接溶入深度测量
焊接接头的外观检验是一种手续简便而又应用广泛的检验方法焊缝的熔透深度,是成品检验的一个重要内容焊缝熔宽,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验焊缝熔深的测量。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
5.致密性检验焊缝的有效熔深
贮存液体或气体的焊接容器,其焊缝的不致密缺陷通过熔宽和熔深的测量值,如贯穿性的裂纹溶入深度、气孔、夹渣、未焊透和疏松组织等光学法测量熔深,可用致密性试验来发现汽车零部件件座椅连接器焊接溶深检测。致密性检验方法有汽车零件热板焊接检测:煤油试验、载水试验、水冲试验等。
本设备专业为汽车零件热板焊接检测,焊接熔透情况测量,为客户提供专业激光焊接提供解决方案:
一般我们对焊接熔透深度较厚的工件均采用氩弧焊打底、焊条电弧焊填充,盖面的方法。由于考虑到此工件壁厚比较厚,焊接层数较多,且工件直径较大,采用焊条电弧焊效率比较低,对工人工作量也比较大,层间清渣如果不细心还会导致焊缝产生夹渣。如果采用埋弧焊就能避免上述缺陷,单位里也有埋弧焊设备。
1、焊接材料的准备
焊丝:φ2.0mm H0Cr20Ni10Ti;焊条A132奥氏体不锈钢焊条;φ3.0mm H0Cr20Ni10Ti焊丝及HJ260焊剂。
2、焊前准备
试板开U形坡口,尺寸如图,用丙酮溶液擦去坡口及其两侧各50mm范围内油污
3、焊接
首先用钨极氩弧焊进行打底焊,保证试板单面焊双面成型,然后采用焊条电弧焊进行填充(焊2层),后将引弧板点焊试板两端,采用埋弧自动焊进行填充和盖面焊。
4、焊后检测
对焊接接头进行外观检验,焊缝呈银白色和淡黄色,焊缝外形美观,过渡圆滑,无表面气孔、未熔合、咬边、裂纹等缺陷。焊缝按照JB4730-94规定,X射线探伤为I级。焊缝内外均合格。
焊接接头力学性能
按照JB4708-2000,焊缝抗拉强度均在600MPa以上,表明焊接接头具有优良的力学性能。
至此整个工艺就做完了,其中焊接电流的选择这一点不太好把握,有经验的技术人员可能一下子就会调节的很合适,对于新手来说也没什么大不了的,首先可以参考焊接手册及相关标准的参数,这个参数不一定合适,通过试验终肯定会调到理想参数。在本例中采用埋弧焊当焊接电流比较大时,母材熔深增加,焊丝熔化速度也加快,焊缝窄而高,不利于后序焊道焊接,同时焊接热影响区增宽,焊缝冷却速度下降,降低了接头的抗腐蚀性,当电流比较小时,母材熔深减小,易产生未熔合缺陷,所以经过试验终定为380A以上,480A以下。
此外这个工艺也不是的,假设单位没有埋弧焊设备,那么这个工件能不能干呢?
答案是肯定的,没有埋弧焊,我们用氩弧焊打底,用焊条电弧焊填充和盖面也是可以的,只不过要确定焊道层数,及各层电流。通过几次试验也可,但是从效率及降低工人劳动强度来说,采用埋弧焊是比较好的选择
技术规格
显微镜部分
1.摄像目镜:直接连接CCD、图像导入计算机;
2.物镜变倍范围:0.7--4.5X
3.变倍比:6.5:1
4.双目瞳距调节范围:55--75mm
5.圆形载物台直径:95mm
6.移动工作距离:250mm
7.照明系统:上下卤素灯照明
测量部分:
此软件系统功能强大能测量所有图片上的几何尺寸如点、线、圆、弧以及各元素的相互关系,测量的数据可以自动标注在图片上,并能显示比例尺,可导入Excel文档进行统计、编辑,也可将图片和数据一起保存。
1.软件测量精度:0.001mm
2.图形测量:点、线、矩形、圆、椭圆、圆弧、多边形。
3.图形关系测量:两点距离、点到直线距离、两线角度、两圆关系。
4.元素构造:中点构造、中心点构造、交点构造、垂线构造、外切线构造、内切线构造、弦构造。
5.图形预置:点、线、矩形、圆、椭圆、圆弧。
6.图像处理:图像捕捉、图像文件打开、图像文件保存、图像打印
参考放大倍数
电脑型(ZOOM-600E):7-360倍(以17寸显示器,2X倍的大物镜为例)
四、系统组成
电脑型熔深立体显微镜 1、三目体视显微镜 2、专用适配镜 3、摄像器(CCD) 4、图像采集卡 5、驱动软件 6、数据线 7.熔深测量软件 8.计算机(选配)

所有评论仅代表网友意见,与本站立场无关。