微孔拉丝模毛坯产品详情:
1、不炸模:冲压拉丝模具采用含量99.95%以上纯度原生料钨粉为主要原材料,杂质含量极低,不炸模;
2、使用寿命长:冲压拉丝模具原料采用配方工艺,加入耐磨元素材料,使拉丝模具使用寿命大大提升;
3、加工成本更低:冲压拉丝模具采用进口压机压制成型,用过压烧结炉烧结,产品孔型周正,外形尺寸公差余量小,加工成本更低;
4、交货快捷:冲压拉丝模具各种型号模具齐全,生产周期迅捷,即使无库存现货,4天生产时间即可交货。
优质微孔拉丝模毛坯五大保证
1、*的粉末冶金镶装设备和技术使拉丝模具模芯和模套结合。
2、*激光穿孔设备保证拉丝模具的孔型精度。
3、高速线抛光机以定径区抛光并控制其尺寸。
4、*超声波研磨抛光机保证拉丝模具的精密孔型和优质抛光。
5、精密的检测仪器和严格的质量检验确保拉丝模具的高品质
微孔拉丝模毛坯工作工艺解说
1、进口区:进口区进行精密抛光,便于进口穿丝顺利,并且方便拉丝润滑剂回旋;
2、润滑区:对润滑区进行高度抛光,使线材轻松过渡;
3、压缩区:直线型工作区可减少拉拔阻力,变点接触为面接触,减少摩擦力和模具磨损,变形结构更合理、稳定。上道次进线变粗或者变细都能顺利拉拔;
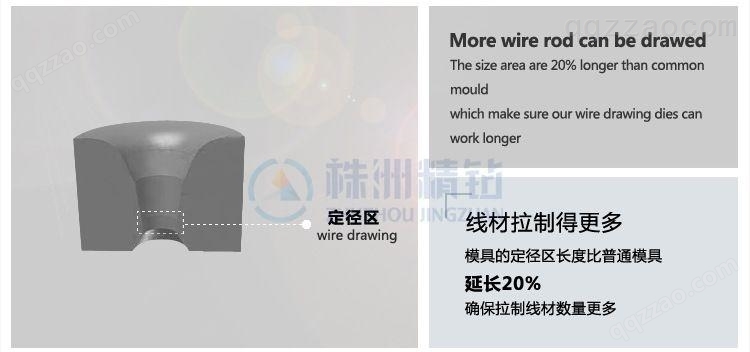
4、定径区:直线型定径区可长时间保证线材的直径,光洁度和不圆度。
5、安全角:安全角可以保证线材拉出无伤痕,寿命有越拉越长的趋势。
6、出口区:出口区可以保证线材出线顺畅。
硬质合金模具烧结过程:
1:脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化:
成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、数量以及烧结工艺的不同而改变。
粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。粉末颗粒间的接触应力逐渐消除,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。
2:固相烧结阶段(800℃--共晶温度)
在出现液相以前的温度下,除了继续进行上一阶段所发生的过程外,固相反应和扩散加剧,塑性流动增强,烧结体出现明显的收缩。
3:液相烧结阶段(共晶温度--烧结温度)
当烧结体出现液相以后,收缩很快完成,接着产生结晶转变,形成合金的基本组织和结构。
4:冷却阶段(烧结温度--室温)
在这一阶段,钨钢的组织和相成分随冷却条件的不同而产生某些变化,可以利用这一特点,对钨钢进行热处理以提高其物理机械性能。
YG8微孔拉丝模毛坯产品展示(100%实物拍摄)





各类硬质合金拉制模具型号用途推荐
产品 | 产品类别 | 尺寸范围 | 用途 | |
钢套尺寸 | 模孔尺寸 | |||
圆型拉伸模 | 10型 | 25×12 28×16 | 0.25~0.8 | 拉制黑色有色金属线材 |
11型 | 28~40×12~28 | 0.4~5.7 | 拉制黑色金属线材 | |
12型 | 25~50×1028 | 0.4~8.0 | 拉制有色金属线材 | |
13型 | 66~220×35~80 | 3.7~84.0 | 拉制黑色有色金属棒材 | |
S11型 | 28~40×12~28 | 0.4~5.7 | 拉制黑色金属线材大压 | |
S13型 | 66~220×35~80 | 3.7~84.0 | 拉制黑色金属线材棒材 | |
W1型 | 24~230×12~90 | 0.5~55.0 | 拉制黑色金属线材大入 | |
20型 | 32~190×22~75 | 2.0~60.0 | 用于管材减壁模 | |
21型 | 98~190×55~70 | 20.0~62.0 | 用于管材减壁模 | |
22型 | 45~220×25~75 | 3.0~90.0 | 拉制有色金属管材模 | |
23型 | 98~200×55~75 | 20.0~70.0 | 管材减径减壁两用模 | |
异型拉伸模 | 40型 | 33~200×20~70 | 1.8~55 | 拉制正方形棒材 |
41型 | 66~135×30~50 | 6.7~23.6×4.7~14.7 | 拉制扁形材料模 | |
42型 | 40~135×20~35 | 1.9~32.0×1.0~6.5 | 拉制矩形材料模 | |
60型 | 66~200×30~70 | 2.5~75.0 | 拉制六角形材料模 | |
| 芯棒尺寸D×H | 内径d |
| |
拉制管材芯棒 | 30型 | 28~64×27~35 | 17~28 | 拉制无缝钢管用模 |
31型 | 14~47×25~45 | 7~26.4 | 拉制 无缝钢管用模 | |
圆直模涂料模 | QN4710~QN4716 | 8.5×12 | 3.2~5.5 | 生产电焊条用 |
QN105~QN1033 | 15×20 | 1.5~7.0 | ||
拉制管材芯棒
| 平头模 |
|
| 用于冷镦冷冲铜、铝、 |
沉头模 |
|
| ||
缩杆模 |
|
| ||
剥皮模 | QC1型 |
| φ3.0~φ30.0 | 适用于黑色有色金属 |
QC2型 |
| φ32.8~φ50.0 | ||
送丝轮飞轮 |
| φ136 φ150 φ160 | 生产电焊条用 | |
模具、耐磨零件用硬质合号、性能及用途推荐:
牌号 Grade | 密度 Density g/cm³ | 硬度 Hardness HAR | 抗弯强度 TRS N/mm² | 推荐用途 Applications recommended |
YG6X | 14.8-15.1 | ≥91 | ≥1420 | 适于应力不大的条件下,拉制直径6.0mm以下的钢丝,有色金属线材或棒材。 |
YG6 | 14.7-15.1 | ≥89.5 | ≥1520 | 适于应力较大条件下,拉制直径20mm以下的钢丝、有色金属及合金棒材,也适于拉制直径10mm以下的管材。 |
YG8 | 14.6-14.9 | ≥89 | ≥1470 | 适于钢、有色金属及合金棒材和管材的拉丝,也适于制造机械零件、工具及易损零件。 |
YG15 | 13.9-14.2 | ≥86.5 | ≥2060 | 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的顶锤、穿孔及冲压工具。 |
YG20 | 13.4-13.8 | ≥83.5 | ≥2480 | 适于制冲压模具、如冲压手表零件、乐器弦等,冲电池壳,牙膏皮的模具,小尺寸钢球,螺钉,螺帽等的冲压模具等。 |
YG20C | 13.4-14.8 | ≥82 | ≥2480 | 适于制造标准件,轴承、工具等行业用的冷镦,冷冲,冷压模具,弹头和弹壳的冲压模具。 |
更多硬质合金拉丝模具产品相关信息请登录:
QQ:1544039523
欢迎来电垂询,我们将尽心为您提供所需产品信息资讯。
购买硬质合金模具,株洲精钻。
可根据您的要求来图来样生产定制各类硬质合金模具!






所有评论仅代表网友意见,与本站立场无关。