









结构焊接工艺:
主管与支管焊接端部倒角倒角,增加焊接熔深。选用MAG高效焊接方法,焊丝直径1 mm,焊接电流100~120A,电弧电压20-21V,选用活性气体Ar+CO2 20%保护气体,该焊接工艺飞溅少,电弧稳定焊缝成型良好。采用自动焊接旋转焊接360°一圈一次性焊接,焊脚要求K= 2mm,焊路熔透性熔深良好,支管与钢管焊接接头具有高强度高塑性。分水器整体焊接加工完毕进行热镀锌工艺。
①分水器整体焊接加工完毕热镀锌处理后,进行管整体注塑内衬塑工艺。
②内衬塑材料采用符合饮用水标准的PE或PP为原料。
③两种材料按一定的比例混合经加热,经高压力注塑处理,使塑料粘附强度良好,主管与支管同步一次性注塑成内型腔,使其支管内交界部位与主管同步熔合成型良好,无任缝隙产生,具有流体阻力小。
④主管与支管口处也使用塑料覆盖工艺,使管口与其它配件对接时起到密封的作用,无需另加橡胶密封
⑤这工艺结构更适合南方地区夏天在日照晒的情况下起到保护水温恒温作用,而北方地区冬天的时候起到水保恒温的功能。
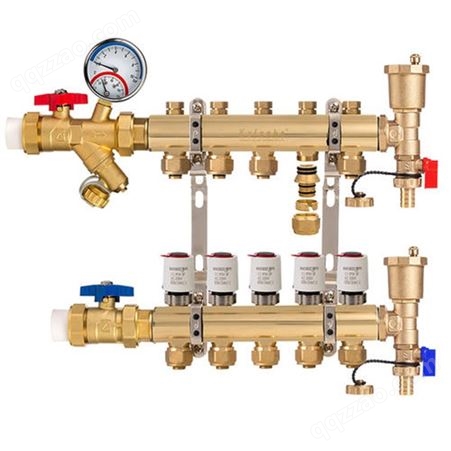
小结:焊接式钢塑表前分配器具有的实用性、安全性、便捷性、经济性的优点,模块式的安装方法提高了安装效率,大大的节省劳动力。合理的设计构造,规范的焊接工艺和内衬塑解决水污染难题,该设计有足够的结构强度和紧固连接强度。
成都市志杰管道配件有限责任公司专业从事成都钢塑分水器的生产销售,如果您对我公司的产品有相关需求欢迎。











所有评论仅代表网友意见,与本站立场无关。