

CPP流延膜设备

1、CPP流延机生产工艺流程
高阻隔性多层共挤流延摸是以高阻隔材料为主要材料,配合其它复合材料和粘接树脂经一次挤出成型的,其生产工艺流程如下:
高阻隔材料熔融挤出
粘结材料熔融挤出→熔体分层分流→流延铸片→电晕处理→测厚→收卷
复合材料熔融挤出
2、原材料的选择和质量控制
生产高阻隔多层共挤流延膜的原材料可分为3大类,即高阻隔材料、复合材料和粘结材料。
(1)高阻隔材料。高阻隔材料的性能直接影响共挤流延膜的高阻隔性。目前,常用的高阻隔材料包括PA、EVOH和PVDC三种,由于这些材料均是极性材料,吸湿力很强,而材料中的水分对生产影响很大,水分本身在加热过程中可产生降解作用,而含水分过高在熔融挤出时会产生气泡,使高阻隔材料形成断层,严重影响产品的质量,故对高阻隔材料的水分含量要求很高,一般不能超过0.06%。因此,为防止原材料的吸湿,要求采用防潮的纸铝复合包装,并在运输过程中要确保包装的完好:有条件的厂家可安装干燥器,对购入的原材料实施干燥后再使用。
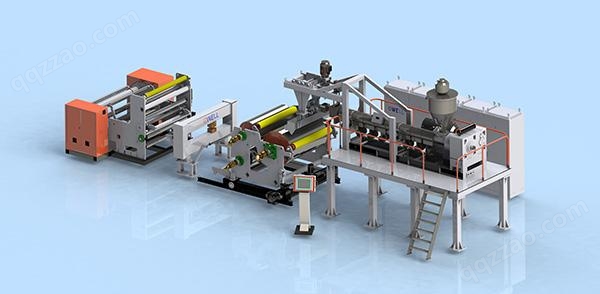
金韦尔CPP流延膜生产线介绍
合理的机头设计应使物料沿整个机唇宽度均匀地流出,并且要求模具有均匀的温度,要采用精密加工机头,常用的是渐减歧管衣架式机头;设备的冷却辊表面应经过精加工,表面粗糙度不大于0.15,转速应稳定,动力平衡性能应良好,以免产生纵向厚度波动。此外,要生产合格的流延膜,还要掌握好加工工艺条件,调节适当的温度(比较适宜的温度为230℃~250℃)、风量、冷却辊温度、收缩压力和张力等
调节挤出机挤出量,同步提高流延辊、冷却辊等转速,调节牵引和卷绕张力、正负压风刀和薄膜定边机的位置和电压。观察测厚仪上薄膜厚度的变化,直至达到设定的生产线速度和产品厚度。如果发生异常情况,应立即降速查明原因。当机组运转正常后,从测厚仪显示屏上,观察薄膜厚度的变化,调节与其相对应的模头螺栓的松紧,控制薄膜的厚度和误差,直至薄膜厚度及误差达到设定值。











所有评论仅代表网友意见,与本站立场无关。