

【金韦尔】聚丙烯流延膜设备 cpp聚丙烯流延膜设备 流延膜生产设备 流延膜生产线
合理的机头设计应使物料沿整个机唇宽度均匀地流出,并且要求模具有均匀的温度,要采用精密加工机头,常用的是渐减歧管衣架式机头;设备的冷却辊表面应经过精加工,表面粗糙度不大于0.15,转速应稳定,动力平衡性能应良好,以免产生纵向厚度波动。此外,要生产合格的流延膜,还要掌握好加工工艺条件,调节适当的温度(比较适宜的温度为230℃~250℃)、风量、冷却辊温度、收缩压力和张力等
调节挤出机挤出量,同步提高流延辊、冷却辊等转速,调节牵引和卷绕张力、正负压风刀和薄膜定边机的位置和电压。观察测厚仪上薄膜厚度的变化,直至达到设定的生产线速度和产品厚度。如果发生异常情况,应立即降速查明原因。当机组运转正常后,从测厚仪显示屏上,观察薄膜厚度的变化,调节与其相对应的模头螺栓的松紧,控制薄膜的厚度和误差,直至薄膜厚度及误差达到设定值。
一、CPP/CPE流延薄膜生产线:包括挤出机单元、分配器/模头成型单元、流延成型单元、测厚控制单元、电晕处理单元、牵引收卷单元、边料在线回收单元及电气控制单元。
1.挤出机单元:宽度在4.5米以下的CPP/CPE流延薄膜生产线采用A/B/C3台单螺杆挤出机结构,为满足不同材料的生产要求,采用大长径比的分离型螺杆(带混炼头),设计螺杆时要充分考虑国产树脂的塑化性能,在相同材料、相同工艺的情况下3台挤出机的挤出量为l:3:1;为达到节能要求,螺杆的设计要合理分配剪切、输送及塑化等功能,把螺杆对材料的剪切和输送产生的热能去促进材料的塑化,这也是目前每吨耗电量小于450度的先决条件之一;挤出机的驱动采用交流电机,选用变频矢量控制技术,这样节能稳定、噪音小、维护简单;挤出机加热部分采用电磁加热技术,确保节能省电、环境温度低:宽度在4.5米以上的CPP流延机每天的产能在20吨以上,为满足其产能要求,中间层需采用双螺杆挤出机或采用2台150以上单螺杆挤出机的结构;
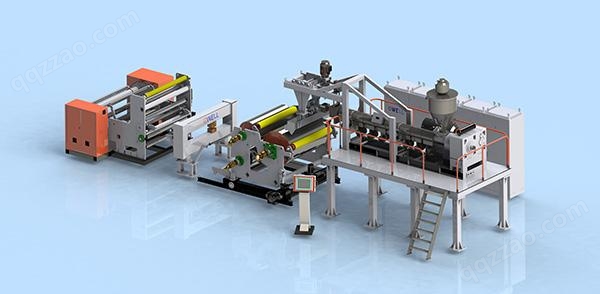
CPP流延膜挤出机组
每条生产线配置挤出机的多少取决于层数和对层的要求,如三层流延膜生产线有配置二台挤出机的(内外层为同一种材料),也有配置三台挤出机的(三层材料均不同),又如五层流延膜有配置三台挤出机的,也有配置四台挤出机的。
(1)螺杆是挤出机的心脏。螺杆设计好坏直接影响挤出机的产量与质量。在流延膜的生产线中采用三段式普通螺杆,也有用屏障式螺杆的。(2)机筒同样十分重要。它有平滑机筒和开槽机筒二种。开槽机筒又分直槽和螺旋槽二种。近年来,至少在欧洲,普通光滑机筒挤出机已越来越多地被沿固体输送段机筒轴向开槽的挤出机所取代。(3)螺杆长度取决于物料的熔融过程。当螺杆直径加大时,物料需要的熔融长度就较长。螺杆长度通常用与直径的比值L D即长径比表示。通常 45挤出机长径比为28,而 150挤出机长径比为33。目前挤出机长径比使用范围在24~33之间。












所有评论仅代表网友意见,与本站立场无关。