





| 产地: | 江苏 |
|---|---|
| 螺杆直径: | 2000 |
| 生产能力: | 400 |
| 售后服务: | 一年保修 |
| 外形尺寸: | 4250×1900×1350mm |
| 种类: | 片材挤出机 |
| 品牌: | 金韦尔机械 |
| 型号: | GWS |
| 螺杆数: | 单螺杆 |
| 可生产管材类型: | PP |
| 挤出直径: | 120 |
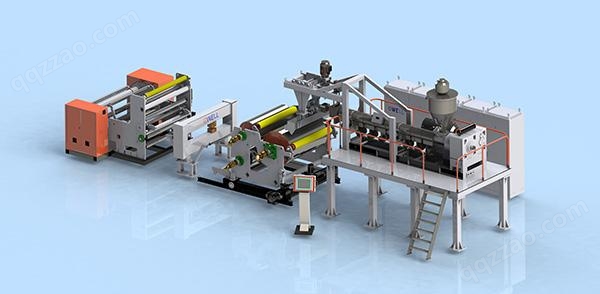
CPP流延膜挤出机组
每条生产线配置挤出机的多少取决于层数和对层的要求,如三层流延膜生产线有配置二台挤出机的(内外层为同一种材料),也有配置三台挤出机的(三层材料均不同),又如五层流延膜有配置三台挤出机的,也有配置四台挤出机的。
(1)螺杆是挤出机的心脏。螺杆设计好坏直接影响挤出机的产量与质量。在流延膜的生产线中采用三段式普通螺杆,也有用屏障式螺杆的。(2)机筒同样十分重要。它有平滑机筒和开槽机筒二种。开槽机筒又分直槽和螺旋槽二种。近年来,至少在欧洲,普通光滑机筒挤出机已越来越多地被沿固体输送段机筒轴向开槽的挤出机所取代。(3)螺杆长度取决于物料的熔融过程。当螺杆直径加大时,物料需要的熔融长度 较长。螺杆长度通常用与直径的比值L D即长径比表示。通常 45挤出机长径比为28,而 150挤出机长径比为33。目前挤出机长径比使用范围在24~33之间。

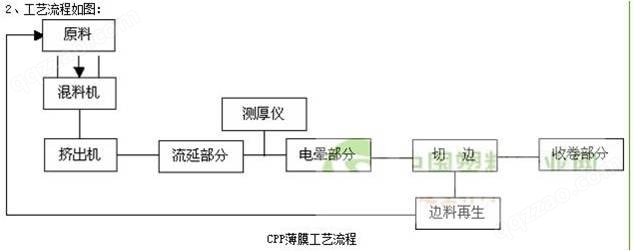
CPP 流延膜生产工艺的要点:
T 型机头是生产关键设备之一,机头设计应使物料沿整个机唇宽度均匀地流出,机头内部流
道内无滞留死角,并且使物料模具有均匀的温度,需考虑包括物料流变行为在内的多方面因
素。要采用精密加工机头,常用的是渐减歧管衣架式机头。冷却辊的表面应经过精加工,表
面粗糙度不大于0.15mm,转速应稳定,动力平衡性能应良好,以免产生纵向的厚度波动。采
用β射线或红外测厚仪对薄膜厚度进行监测,以达到满意的厚薄公差。要生产合格的流延薄
膜,不仅要在原料上调节工艺,而且要掌握好加工工艺条件。
对薄膜性能影响大的是温度。树脂温度升高,膜的纵向(MD)拉伸强度增大,透明度增高,
雾度逐渐下降,但膜的横向( TD)拉伸强度下降。比较适宜的温度为230~250℃。冷却辊上
风刀使薄膜与冷却辊表面形成一层薄薄的空气层,使薄膜均匀冷却,从而保持高速生产。风
刀的调节必须适当,风量过大或角度不当都可能使膜的厚度不稳定或不贴辊,造成折皱或出
现花纹影响外观质量。冷却辊温度升高,膜的挺度增加,雾度增大。

金韦尔CPP流延机设备
流延成型单元:包括流延辊、回火辊、清理辊、吹风刀等,可前后移动、上下升降;流延辊采用多流道螺旋结构,确保两端温差±l℃,流延辊表面镀铬后抛光成镜面,然后再喷砂处理,生产过程中流延辊温度控制在25℃~40℃,根据产品种类不同作出相应调整;清理辊是硅胶辊,采用进口硅胶参金钢砂,表面开双向螺旋槽,主要作用是确保薄膜贴辊,并清除辊面析出物;清理辊离模唇距离越远越好;回火辊在流延辊之后,正常生产时根据产品种类回火辊温度控制在45℃到65℃,以便有效消除薄膜应力;有些厂家由于不懂生产工艺把回火辊称为次冷辊是错误的,该辊并不起冷却作用,特别是生产镀铝膜时回火辊加热到一定温度效果更佳;吹风刀采用铝合金多层米宫式结构,出气口可调整,确保整个幅宽方向出风均匀,吹气刀能确保薄膜贴附于辊,并能辅助冷却;












所有评论仅代表网友意见,与本站立场无关。