






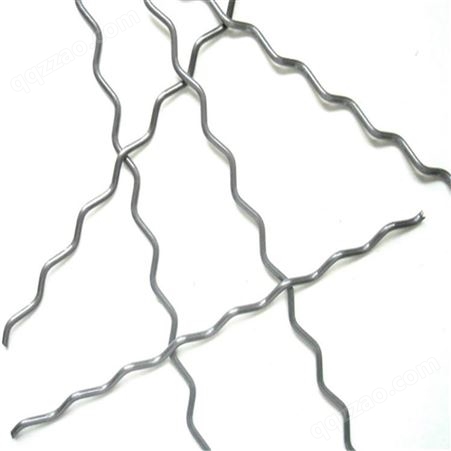


1.按外形划分(图1)有:平直形钢纤维(a)、压棱形钢纤维(b)、波形钢纤维(c)、弯钩形钢纤维(d//e)、大头形钢纤维(f)、双尖形钢纤维(g)、集束钢纤维(h)等等。2.按截面形状划分(图2)有:圆形(a)、
矩形(b)、槽型(c)、不规则性(d)3.按生产工艺划分有:切断钢纤维(用细钢丝切断);剪切钢纤维(用薄钢板、带钢剪切);铣削型钢纤维(用厚钢板或钢锭切削);熔抽钢纤维(用熔融钢水抽制)。蕞有前途的是溶抽钢纤维,
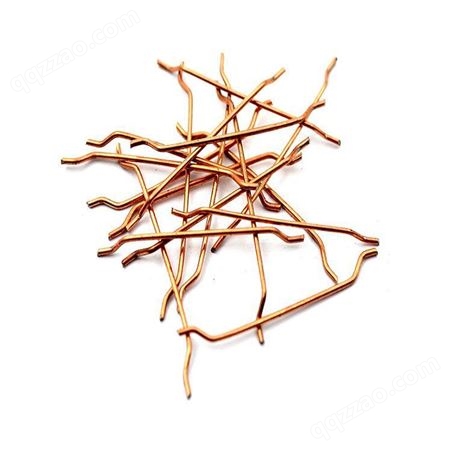
价格蕞低。4.按材质划分有:普碳钢纤维(抗拉强度一般在300~2500MPa);不锈钢纤维(按材质有304,310,330,430,446等);其他金属纤维(铝纤维、铜纤维、钛纤维以及合金纤维)。5.按表面涂覆状态划分有:

无涂覆层,表面涂环氧树脂,镀锌等。工业上大量使用的是无涂覆层的普通钢纤维。6.按施工工艺分类有:喷射用、浇注用。7.按直径尺寸分类有:普通钢纤维(直径d>);超细钢纤维(直径d≤);
超细钢纤维主要用于增强塑料及石棉摩擦材料。制造方法:用与钢纤维混凝土的钢纤维主要有四种制造方法(请参考上图2-3),以下是详细资料:1.钢丝切断法.这种加工方法比较简单(图2-4),
一般利用小直径的冷拔钢丝为原料,’按照规定的长度把钢丝切成短纤维。用这种方法生产钢纤维的抗拉强度,远高于其它方法加工成的钢纤维,可达1000-2000MPa.加工手段可以用切刀、冲床。

为了提高效率,常用旋转刀具切断。由于冷拔钢丝价格昂贵,这种方法生产的钢纤维成本较高。此法生产钢纤维的另一缺点是表面较光滑,与混凝土等基体的粘结强度较小。为了增加钢纤维与混凝土等基体的粘结强度,
常常采用改变钢纤维的外形,即通过生产异形钢纤维的办法加以解决,常见的方法有三种:⑴压棱法:在切断钢丝前,用进给钢丝的夹送辊在钢丝上压出棱形凹坑(如图2-1,b)。⑵波形法:在切断钢丝前,
用进给钢丝的夹送辊将钢丝压成波形后再切断(如图2-1,c)。⑶弯钩法:在切断钢丝前,用进给钢丝的夹送辊等距离地压出弯钩状再切断(如图2-1,d)图所示的钢纤维,国外产品名称为“DRAMⅨ"。
生产时常用水溶性粘结剂将其集束粘结在一起,从而起到缩小长径比的作用(图2-1,h)。这种集束钢纤维投入混凝土搅拌机后,粘结剂很快溶解于水,钢纤维则均匀分布在混凝土中。2.薄板剪切法.薄板剪切法是把

冷轧薄钢板切成钢纤维的方法,剪切前用特制的小型纵剪机将薄冷轧卷板剪成带钢卷,带钢卷的宽度和钢纤维的长度相同,然后将带钢卷连续不断地送入旋转刀具或普通冲床切断(如图2-3,b),
旋转刀具的轴与薄板进给方向互相垂直。原材料一般采用退火的冷轧钢板,为提高强度也可以使用未退火的冷轧钢板。3.钢锭铣削法.所用原材料为厚钢板或钢锭,用旋转的平刃铁刀进行切削制成的钢纤维(如图2-3)。
切削时,钢纤维将产生很的塑性变形,轴间发生扭曲,可以增大与混凝土等基体的粘结力。若以普通低碳钢为原材料时,切削成的钢纤维经加工硬化后,其弧度约为母材的两倍半,成为一种高强度、高硬度的钢纤维。
熔钢抽丝法.如图2-3,d所示,用电炉将废钢熔融成1500-1600℃的钢液,然后在钢液表面上,以一个高速旋转的熔抽轮接近钢液,熔抽轮上按照所需钢纤维的要求,刻出许多槽形。当溶抽轮下降到液面时,









所有评论仅代表网友意见,与本站立场无关。