







圆度仪和三坐标测量仪的原理是一样的,其实它的工作原理很简单,三坐标测量机就是一个采点工具,其原理就是先采点,然后由点构成线,再由线构成立体的三维模型。
三坐标测量机就是在三个相互垂直的方向上有导向机构、测长元件、数显装置,有一个能够放置工件的工作台(大型和巨型不一定有),测头可以以手动或机动方式轻快地移动到被测点上,由读数设备和数显装置把被测点的坐标值显示出来的一种测量设备。
直线度测量仪的系统组成及说明:直线度测量仪设置3台位置测量仪,每台位置测量仪内布置呈十字交叉的2组测头测量棒材X轴和Y轴坐标位置。
根据现场需要,左侧位置测量仪的位置可调整。如需要增加测量点中间测量仪也可设置3套测头。
底座采用型材焊接结构,将3台位置测量仪连接在一起以保证测量精度。底座下方设置可调节地脚,可根据现场调整测量仪的中心高度。
相邻位置测量仪之间设置托辊,托辊的辊面形状和辊面高度按现场棒材输送线托辊设计,可保证棒材平稳输送。
控制系统主要由控制柜(含控制和通讯电路)、工控机、显示器、声光等组成。测量仪的供断电由控制系统控制,测量仪的6组测头采用串口服务器合并成1路数据后通过网线或光缆传输至控制系统。

测量仪工作时,棒材通过测量仪的测量区,位置测量仪内的光电测头同步测量圆棒在各测量截面边沿的位置。位置数据上传至工控机后,测量软件系统根据各截面边沿的位置计算棒材的每米直线度误差计算结果直接在显示器上显示。

测球的选择:优先选择球径较大的测针,测球直径大就会减小被测表面纹路粗糙对精度造成的影响,测球直径越大,圆度就越好,测杆就越粗,测力变形也就越小,其曲面半径就大一些,接触变形就会更小,球径与测针杆之差也就越大,在测量工件时碰到测杆的机率就比小球径的测针要小得多。
测量软件系统可以设置每米直线度误差,当测量结果超过公差范围时,系统驱动声光声光报警,以达到合格判定的目的。
在线直线度测量仪是可进行在线检测的,同样也是高精度的测量仪,它使用方便,操作简单,直径与椭圆度尺寸也可进行检测,相较于单一的检测设备,其性价比更高。
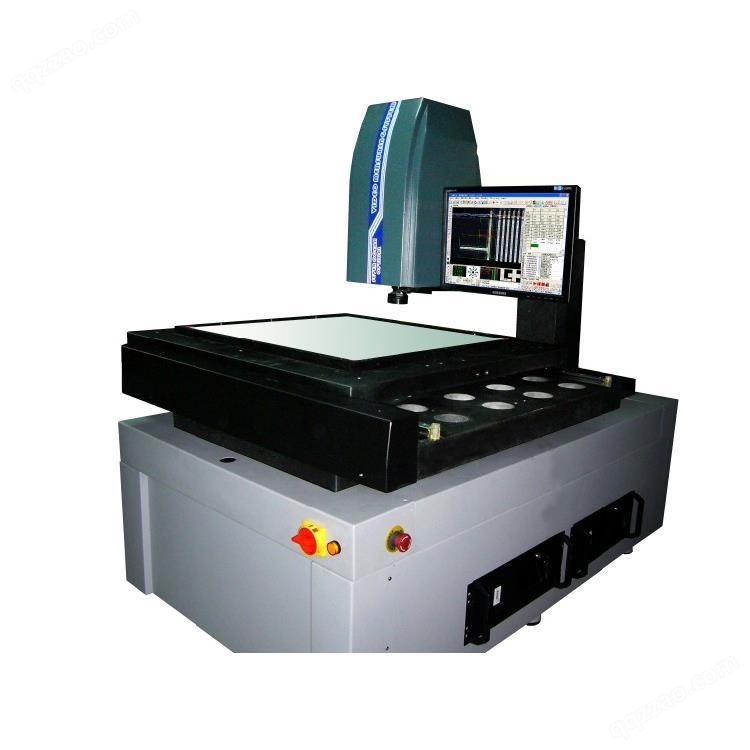
二次元影像测量仪(又称影像测绘仪)是以ccd数字影像为基础,依托计算机屏幕测量技术和空间几何运算的强大软件能力。安装控制和图形测量软件后,计算机成为具有软件灵魂的测量大脑,是整个设备的主体。
的图纸比对系统,将工件的测量图与工件的原始设计图进行对比,软件自动计算,让您的工件尺寸检测更加方便快捷。二维影像测量软件可以方便地测量椭圆孔、槽孔、矩形等,没有这个功能,会耗费大量的时间和金钱。而且序列号可以离线编辑,不占用机器,大大节省工作时间。
当铁芯处于差动电感线圈的中间位置时,指零表指针指示出零位,即保证处于电感变化的线性范围之内。
在测量之前,必须调整指零表,使其处于零位。经过噪声滤波和波度滤波以后,剩下来的就是与被测表面粗糙度成比例的信号,再经平均表放大器后,所输出的电流I与被测表面轮廓各点偏离中线的高度y的成正比,然后经积分器完成的积计算,得出Ra值,由指零表显示出来。
这种仪器适用于测定μm的Ra值,其中有少数型号的仪器还可测定更小的参数值,仪器配有各种附件,以适应平面、内外圆柱面、圆锥面、球面、曲面、以及小孔、沟槽等形状的工件表面测量。测量迅速方便,测值精度高。










所有评论仅代表网友意见,与本站立场无关。