







袖珍式表面粗糙度仪(代表性产品主要有:时代TR100、TR101、TR110、TR150袖珍式表面粗糙度仪和现已停产的英国泰勒DUO袖珍式表面粗糙度仪)、手持式粗糙度仪(代表性产品主要有TR200/220手持式粗糙度仪、泰勒25粗糙度仪、M1/M2粗糙度仪等型号,不一一列举)。
测量软件系统可以设置每米直线度误差,当测量结果超过公差范围时,系统驱动声光声光报警,以达到合格判定的目的。
在线直线度测量仪是可进行在线检测的,同样也是高精度的测量仪,它使用方便,操作简单,直径与椭圆度尺寸也可进行检测,相较于单一的检测设备,其性价比更高。
二次元影像测量仪(又称影像测绘仪)是以ccd数字影像为基础,依托计算机屏幕测量技术和空间几何运算的强大软件能力。安装控制和图形测量软件后,计算机成为具有软件灵魂的测量大脑,是整个设备的主体。
的图纸比对系统,将工件的测量图与工件的原始设计图进行对比,软件自动计算,让您的工件尺寸检测更加方便快捷。二维影像测量软件可以方便地测量椭圆孔、槽孔、矩形等,没有这个功能,会耗费大量的时间和金钱。而且序列号可以离线编辑,不占用机器,大大节省工作时间。

测量仪工作时,棒材通过测量仪的测量区,位置测量仪内的光电测头同步测量圆棒在各测量截面边沿的位置。位置数据上传至工控机后,测量软件系统根据各截面边沿的位置计算棒材的每米直线度误差计算结果直接在显示器上显示。
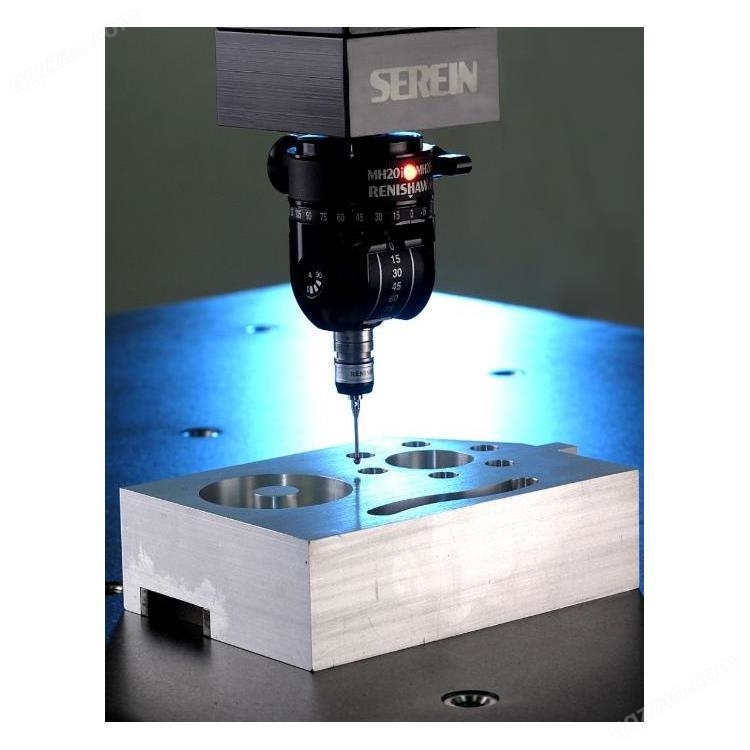
测球的选择:优先选择球径较大的测针,测球直径大就会减小被测表面纹路粗糙对精度造成的影响,测球直径越大,圆度就越好,测杆就越粗,测力变形也就越小,其曲面半径就大一些,接触变形就会更小,球径与测针杆之差也就越大,在测量工件时碰到测杆的机率就比小球径的测针要小得多。

直线度测量仪的系统组成及说明:直线度测量仪设置3台位置测量仪,每台位置测量仪内布置呈十字交叉的2组测头测量棒材X轴和Y轴坐标位置。
根据现场需要,左侧位置测量仪的位置可调整。如需要增加测量点中间测量仪也可设置3套测头。
底座采用型材焊接结构,将3台位置测量仪连接在一起以保证测量精度。底座下方设置可调节地脚,可根据现场调整测量仪的中心高度。
相邻位置测量仪之间设置托辊,托辊的辊面形状和辊面高度按现场棒材输送线托辊设计,可保证棒材平稳输送。
控制系统主要由控制柜(含控制和通讯电路)、工控机、显示器、声光等组成。测量仪的供断电由控制系统控制,测量仪的6组测头采用串口服务器合并成1路数据后通过网线或光缆传输至控制系统。
非金属加工制造业,随着科技的进步与发展,越来越多的新型材料应用到加工工艺上,如陶瓷、塑料、聚乙烯,等等,现有些轴承就是用陶瓷材料加工制作的,还有泵阀等是利用聚乙烯材料加工制成的。
这些材料质地坚硬,某些应用可以替代金属材料制作工件,在生产加工过程中也需要检测其表面粗糙度。
随着粗糙度仪的技术和功能不断加强和完善,以及深入的推广和应用,越来越多的行业被发现会需求粗糙度的检测,除机械加工制造外,电力、通讯、电子,如交换机上联轴器、集成电路半导体等生产加工过程中也需粗糙度的评定,甚至人们生活中使用的文具、餐具、人的牙齿表面都要用到表面粗糙度的检验。
针描法又称触针法。当触针直接在工件被测表面上轻轻划过时,由于被测表面轮廓峰谷起伏, 触针将在垂直于被测轮廓表面方向上产生上下移动,把这种移动通过电子装置把信号加以放大, 然后通过指零表或其它输出装置将有关粗糙度的数据或图形输出来。










所有评论仅代表网友意见,与本站立场无关。