








感应回流焊:感应回流焊设备在加热头中采用变压器,利用电感涡流原理对焊件进行焊接,这种焊接方法没有机械接触,加热速度快;缺点是对位置敏感,温度控制不易,有过热的危险,静电敏感器件不宜使用。
聚红外回流焊:聚焦红外回流焊适用于返修工作站,进行返修或局部焊接。
在各种机器类型里,还有很多的补充选项。比如Speedline ELECTROVERT提供了一个获得的热风刀去桥接技术,用来去除桥接以及做焊点的无损受力测试。风刀位于焊槽的出口处,以与水平呈40°到90°的角度向焊点射出窄的热风。
它可以使所有在次由于留有空气使得焊接不够好的穿孔焊点重新填注焊锡,而不会影响到正常的焊点。但是必须要注意,要使焊点质量得到显著的提升,并不需要在波峰焊设备上设定更多的选项。而且对所有生产设备而言,检查每个工程数据的真实准确性也是很重要的,的方法是在购买前用机器先运行一下板子。

测量波峰相对于PCB的高度,然后用加快或降低锡泵速度来保持正确的浸锡高度。锡渣的堆积对波峰焊接是有害的。如果在锡槽里聚集有锡渣,则锡渣进入波峰里面的可能性会增加。可以通过设计锡泵系统来避免这种问题,使其从锡槽的底部而不是锡渣聚集的顶部抽取锡。采用惰性气体也可减少锡渣并节省费用。

氮气焊接可以减少锡渣节省成本,但是用户必须要承担氮气的费用以及输送系统的先期投资。通常需要折衷考虑上述两个方面的因素,因此必须确定减少维护以及由于焊点浸润更好因而缺陷率降低所节省下来的成本。另外也可以采用低残余物工艺,此时会有一些助焊剂残余物留在板子上,而根据产品或客户的要求这些残余物是可以接受的。
像合约制造商这样的用户对于所焊接的产品设计不会有一个总的控制,因此他们要寻求更宽的工艺范围,这可以通过采用有腐蚀性的助焊剂然后进行清洗的方法来达到。虽然会有一个初始设备投资,但在大多数情况下这是一个成本的方法,因为从生产线下来的都是高质量而又无需返工的产品。
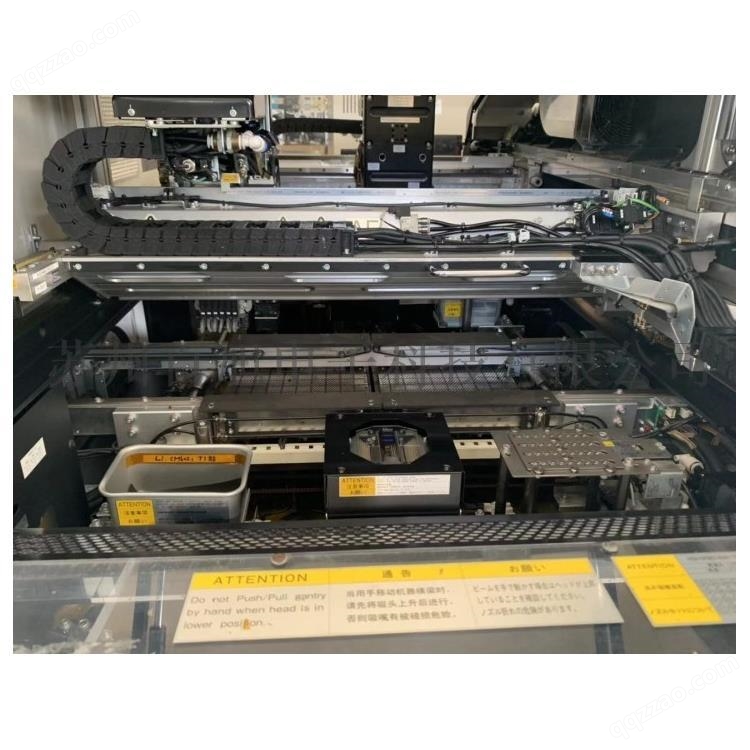
贴片机无需对印刷版钻插装孔就可以直接将表面组装元器件贴、焊到规定位置上,可谓是工业自动化的又一产物。贴片机主要由贴装头和静镜头构成。
先,贴装头根据导入的贴装元件的封装类型、元件编号等参数到PCB板的相应位置上抓取吸嘴、吸取元件;其次,静镜头根据视觉处理程序对吸取元件进行检测、识别和对中;,贴装头将元件贴装到PCB板的相应位置上。至此,贴片机的工作过程就告一段落啦,怎么样,是不是很高大上的赶脚。
热板传导回流焊:这类回流焊炉依靠传送带或推板下的热源加热,通过热传导的方式加热基板上的元件,用于采用陶瓷(Al2O3)基板厚膜电路的单面组装,陶瓷基板上只有贴放在传送带上才能得到足够的热量,其结构简单,价格便宜。中国的一些厚膜电路厂在80年代初曾引进过此类设备。
红外(IR)回流焊炉:此类回流焊炉也多为传送带式,但传送带仅起支托、传送基板的作用,其加热方式主要依红外线热源以辐射方式加热,炉膛内的温度比前一种方式均匀,网孔较大,适于对双面组装的基板进行回流焊接加热。这类回流焊炉可以说是回流焊炉的基本型。在中国使用的很多,价格也比较便宜。
气相回流焊接:气相回流焊接又称气相焊(VaporPhaseSoldering,VPS),亦名凝热焊接(condensationsoldering)。加热碳氟化物(早期用FC-70氟氯烷系溶剂),熔点约215℃,沸腾产生饱和蒸气,炉子上方与左右都有冷凝管,将蒸气限制在炉膛内,遇到温度低的待焊PCB组件时放出汽化潜热,使焊锡膏融化后焊接元器件与焊盘。
美国初将其用于厚膜集成电路(IC)的焊接,气柏潜热释放对SMA的物理结构和几何形状不敏感,可使组件均匀加热到焊接温度,焊接温度保持一定,无需采用温控手段来满足不同温度焊接的需要,VPS的气相中是饱和蒸气,含氧量低,热转化率高,但溶剂成本高,且是典型臭氧层损耗物质,因此应用上受到大的限制,国际社会现今基本不再使用这种有损环境的方法。









所有评论仅代表网友意见,与本站立场无关。